Conjunto Pinhão/Coroa
Esclarecimentos sobre regulagem
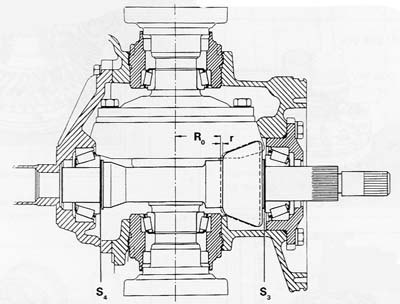
| Os conjuntos de cora e pinhão são fabricados aos pares, sendo examinados em máquinas especiais quanto ao perfeito engrenamento e ausência de ruídos, em ambos os sentidos de rotação. A posição de máxima suavidade de giro obtém-se deslocando o eixo do pinhão na direção axial, mantendo levantada a coroa de sua posição de encaixe com o pinhão, livre de folga, até conseguir que a folga de flancos entre os dentes se encontre dentro da tolerância prescrita. A diferença "r" com relação à medida padrão "Ro" da máquina especial, utilizada na fábrica mede-se e estampa-se no contorno exterior da coroa. A ajustagem efetuada durante um reparo tem a finalidade de restabelecer a posição determinada pela máquina especial quando da sua fabricação. O eixo do pinhão e a coroa só podem ser substituídas em conjunto. |
|
|
| Ro - Comprimento da medida padrão utilizada na máquina especial de teste = 40,55mm |
| r - Desvio em relação à medida padrão da máquina. O desvio "r" é indicado sempre em centésimos de mm. Exemplo: "42" significa r = 0,42mm. |
| S3 - Calço de ajuste, posicionado atrás do dentado do pinhão. |
| S4 - Calço de ajuste do eixo do pinhão, posicionado no lado oposto ao dentado do pinhão. |
|
|
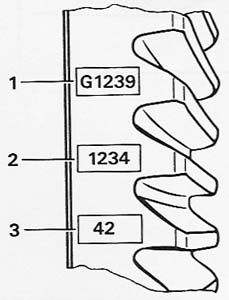
| Incriçao nas coroas |
| 1- "Gleason" = relação do conjunto coroa-pinhão. Redução 39:12. |
| 2. Número seqüencial de fabricação do conjunto coroa-pinhão. |
| 3. Desvio "r". |